[Deep Dive] 파괴역학: 전위(Dislocation)와 슬립계, 강철은 어떻게 찢어지는가?
수십만 원을 호가하는 마그나컷(MagnaCut) 강재의 나이프가 통나무를 내리치는 순간 '쩍' 하고 부러지는 것을 본 적이 있는가? 우리는 흔히 강철을 빈틈없이 꽉 찬 '완벽한 덩어리'로 인식하지만, 금속공학의 현미경으로 들여다본 강철의 내부는 텅 빈 공간과 무수한 오류로 가득 찬 불완전한 격자 구조물이다.
블레이드가 휘어지고, 날이 뭉개지며, 결국 쪼개져 버리는 모든 파괴 현상은 거시적인 충격량 이전에 원자 단위에서 일어나는 미시적인 붕괴에서 시작된다. 오늘은 강철의 형태를 영구적으로 변형시키는 소성 변형의 마법사이자 파괴의 근원인 전위(Dislocation)결정 격자 내에서 원자 배열이 선형으로 어긋난 결함(Line Defect). 이 전위가 이동하면서 금속이 휘어지거나(소성 변형) 파괴된다.와, 이들이 이동하는 고속도로인 슬립계(Slip System)의 역학을 낱낱이 해부한다.

1. 완벽한 결정의 환상과 '결함'의 역설
물리학적으로 계산된 철(Fe) 원자 간의 완벽한 결합력을 끊어내는 데 필요한 '이론적 강도'는 어마어마하다. 만약 강철이 티끌 하나 없는 완벽한 결정(Perfect Crystal) 구조라면, 얇은 회칼 하나로 전차의 장갑판을 뚫어버릴 수도 있다. 하지만 현실의 강철은 그 이론적 강도의 1/10에서 심지어 1/100 수준의 힘만 가해도 휘어지거나 끊어진다. 왜 그럴까?
그 이유는 강철 내부에 수억 개의 '결함(Defect)'이 존재하기 때문이다. 용광로에서 쇳물이 식어 고체가 될 때, 원자들은 완벽한 줄맞춤을 하지 못하고 빈자리가 생기거나(점결함), 배열의 일부가 어긋나버리는 선결함(Line Defect)원자가 1차원적인 선의 형태로 어긋난 결함. 칼날 파괴 역학의 핵심 원인이다.을 형성하게 된다. 이 결함들이 바로 외부에서 힘이 가해졌을 때 금속이 버티지 못하고 붕괴를 시작하는 아킬레스건이다.
2. 카펫의 주름: 전위(Dislocation)의 물리학
파괴역학을 이해하기 위해서는 먼저 '전위(Dislocation)'라는 선결함의 움직임을 완벽히 이해해야 한다. 금속이 휘어지는 현상(소성 변형)은 원자 결합이 한 번에 모두 끊어지는 것이 아니라, 이 '전위'가 도미노처럼 이동하면서 발생한다.
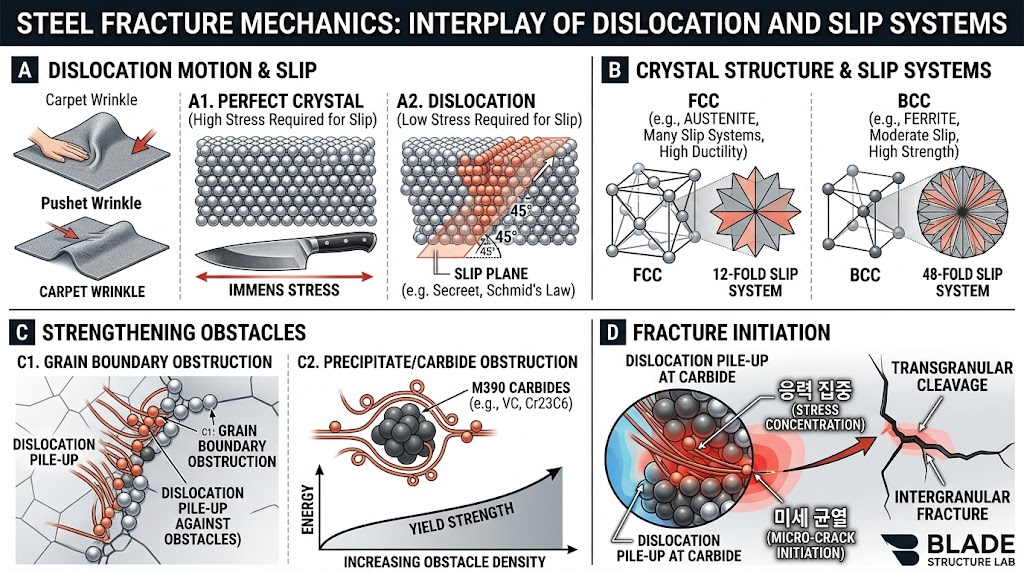
거대한 거실에 깔린 무거운 카펫을 1미터 앞으로 당긴다고 상상해 보자. 카펫 전체를 한 번에 당기려면 엄청난 힘이 필요하다 (완벽한 결정의 변형). 하지만 카펫 끝에 작은 '주름(Wrinkle)'을 하나 만들고, 그 주름을 발로 밟아 끝까지 밀어내면 아주 적은 힘으로도 카펫 전체를 1미터 이동시킬 수 있다. 금속 내부에서 이 '주름'의 역할을 하는 것이 바로 전위다.
나이프의 칼날로 단단한 나무를 내리칠 때, 강재 내부에서는 외부 응력에 의해 무수한 전위들이 생성되고 이동하기 시작한다. 전위가 이동하면서 원자면이 한 칸씩 미끄러지는 현상, 이것이 바로 블레이드가 영구적으로 휘어지는 소성 변형(Plastic Deformation)의 본질이다.
3. 미끄러짐의 고속도로: 슬립계(Slip System)
전위는 아무 방향으로나 멋대로 이동하지 않는다. 마치 기차가 선로를 따라 달리듯, 전위가 이동하기 위해 가장 저항이 적은 '최적의 경로'가 존재하는데 이를 슬립계(Slip System)라고 부른다. 슬립계는 원자가 가장 촘촘하게 뭉쳐 있는 조밀면(Slip Plane)원자 간의 거리가 가장 좁아 결합력이 강하지만, 면과 면 사이의 간격은 가장 넓어 쉽게 미끄러질 수 있는 면.과 그 면을 따라 원자가 가장 조밀하게 나열된 조밀 방향(Slip Direction)의 조합으로 이루어진다.
강재의 상태(온도와 합금 성분)에 따라 결정 구조가 달라지며, 이는 슬립계의 개수를 결정하여 금속의 유연성(인성)을 좌우한다.
| 결정 구조 | 해당 금속 상태 | 슬립계(Slip System)의 수 | 역학적 특성 (인성 및 가공성) |
|---|---|---|---|
| FCC (면심입방격자) |
오스테나이트 (고온 상태의 철), 알루미늄 | 12개 | 미끄러질 수 있는 교차로가 많아 변형이 매우 쉽고 유연함. (망치질하기 좋은 상태) |
| BCC (체심입방격자) |
상온의 페라이트, 마르텐사이트 | 48개 (단, 활성화 에너지가 큼) | 슬립계는 많지만 원자가 조밀하지 않아 높은 응력이 필요함. 단단하고 강인함. |
| HCP (조밀육방격자) |
티타늄 합금, 마그네슘 | 3개 | 슬립계가 극도로 적어 변형이 매우 어려움. 상온 가공 시 쉽게 깨짐. |
4. 파괴의 임계점: 슈미드 법칙(Schmid's Law)
그렇다면 외부에서 타격을 가했을 때, 정확히 언제부터 칼날 내부의 전위가 슬립계를 타고 미끄러지기 시작할까? 이를 결정하는 것이 바로 임계 전단 응력(Critical Resolved Shear Stress, CRSS)특정 슬립계에서 전위가 이동(미끄러짐)을 시작하기 위해 필요한 최소한의 전단 응력 수치.이다.
블레이드 척추(Spine)에 수직으로 하중이 가해지더라도, 금속 내부의 원자 면은 수직으로 끊어지는 것이 아니라 비스듬한 슬립면을 따라 미끄러지려는 전단 응력(Shear Stress)으로 변환된다. 슈미드 법칙에 따르면, 이 전단 응력이 강재 고유의 CRSS 수치를 돌파하는 그 찰나의 순간, 멈춰 있던 전위들이 폭발적으로 이동하며 금속이 휘어지기 시작한다. 이 임계점을 높이기 위해 우리가 하는 행위가 바로 '열처리(담금질)'다.
5. 찢어짐의 메커니즘: 전위의 집적과 미세 균열(Micro-crack)
우리가 사용하는 하이엔드 슈퍼 스틸(M390, MagnaCut 등)은 이 전위가 쉽게 이동하지 못하도록 방해물을 가득 채워 넣은 강재다. 합금 원소를 넣어 만든 거대한 탄화물(Carbide)크롬, 바나듐, 텅스텐 등의 원소가 탄소와 결합하여 형성된 매우 단단한 화합물 덩어리.이나, 결정 입자의 경계면(Grain Boundary)이 바로 그 방해물이다. 방해물이 많을수록 전위가 미끄러지지 못하므로 칼은 휘어지지 않고 극강의 경도(HRC)를 유지한다.
하지만 강한 충격이 반복되면 이 억눌린 전위들이 방해물(탄화물이나 입계) 앞에 꽉 막혀 교통체증을 일으킨다. 이를 파괴역학에서는 전위의 집적(Dislocation Pile-up)이라고 부른다. 억지로 밀고 나가려는 수만 개의 전위가 한 점에 뭉치면, 그 지점에 상상을 초월하는 막대한 응력이 집중된다.
집적된 전위의 압력이 금속의 원자 결합력을 초과하는 순간, 원자 배열이 강제로 뜯어지며 보이지 않는 미세 균열(Micro-crack)이 탄생한다. 고경도 강재일수록 이 균열이 주변으로 에너지를 분산시키지 못하고 음속에 가까운 속도로 칼날 전체를 관통해버리며 산산조각이 나는데, 이것이 바로 슈퍼 스틸의 고질병인 취성 파괴(Brittle Fracture)소성 변형(휘어짐)이 거의 발생하지 않은 상태에서, 균열이 급격히 전파되어 순식간에 두 동강 나는 파괴 형태.의 진실이다.
6. 결론: 파괴를 통제하는 야금학의 역설
파괴역학의 관점에서 완벽한 칼날이란 존재할 수 없다. 칼날이 무뎌지는 것(소성 변형)을 막기 위해 전위의 이동을 억제(경도 상승)하면 할수록, 전위가 집적되었을 때 폭발하는 파괴 에너지는 커지며 칼은 쉽게 부러진다. 반대로 칼이 부러지는 것을 막기 위해 전위가 잘 미끄러지도록 길을 열어주면(인성 상승), 조금만 힘을 줘도 날이 뭉개지는 싸구려 쇠막대기가 된다.
결국 현대 야금학과 열처리 기술은 이 '전위의 이동을 어느 수준에서 억제하고, 어느 시점에서 풀어줄 것인가'를 다루는 미시적인 줄타기다. 분말야금 공법으로 카바이드를 나노 단위로 쪼개어 균열의 전파를 늦추고, 심냉처리로 결정 구조를 옥죄는 모든 과정이 바로 분자 단위의 파괴를 0.1초라도 늦추기 위한 인간의 처절한 공학적 사투인 것이다.
'강재 · 열처리' 카테고리의 다른 글
| [Deep Dive] 뼈대를 넘어 표면을 지배하라: 나노 코팅과 마찰 계수의 열역학 (0) | 2026.05.15 |
|---|---|
| [Deep Dive] 2차 경화(Secondary Hardening)의 딜레마: 고온 템퍼링과 탄화물 석출 속도론 (1) | 2026.05.15 |
| [Deep Dive] 0.1초를 결정하는 마지막 부품: 포켓 클립(Pocket Clip)의 휴대 역학 (0) | 2026.05.15 |
| [Deep Dive] 가공공학: 열변질부(HAZ)와의 전쟁 - 워터젯 vs 레이저 vs 방전가공 (0) | 2026.05.15 |
| [Deep Dive] 극한공학: 우주 공간에서의 블레이드와 진공 용접(Cold Welding)의 딜레마 (0) | 2026.05.14 |



