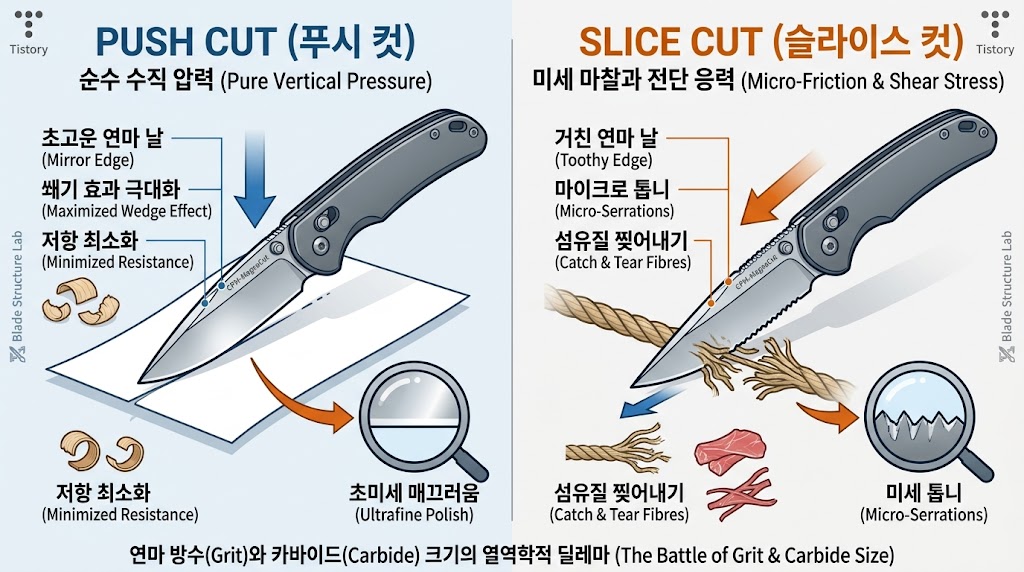
우리가 일상에서, 혹은 야생에서 칼을 사용할 때 무의식적으로 행하는 절삭 동작은 크게 두 가지 궤적으로 나뉜다. 칼날을 물체에 수직으로 꾹 눌러서 분리하는 푸시 컷Push Cut: 칼날의 수평 이동 없이 하향 압력(수직 하중)만을 가해 대상의 결합을 끊어내는 절삭 방식. 면도, 도끼질, 종이 자르기 등이 포함된다.과, 앞뒤로 톱질하듯 당기거나 밀면서 베어내는 슬라이스 컷Slice Cut: 칼날을 앞뒤로 긋는 수평 운동과 하향 압력이 동시에 작용하여, 마찰력과 전단 응력으로 대상을 뜯어내듯 자르는 절삭 방식.이다. 대중들은 흔히 "잘 드는 칼이면 어떻게 썰든 상관없다"고 생각할지 모른다. 그러나 도검 공학과 절삭 역학의 잣대를 대는 순간, 이 두 가지 방식은 원자 단위에서 완전히 다른 물리적 메커니즘과 금속학적 조건을 요구한다는 사실이 여실히 드러난다.
어떤 강재를 뼈대로 삼았느냐, 숫돌을 몇 방(Grit)까지 밀어서 날 끝을 연마했느냐에 따라 당신의 블레이드는 푸시 컷의 제왕이 될 수도, 슬라이스 컷의 괴물이 될 수도 있다. 오늘은 'Blade Structure Lab'의 시선으로 날 끝(Apex)에서 벌어지는 절삭 압력의 차이와, 이를 지배하는 미세 카바이드 및 연마 방수의 역학적 딜레마를 낱낱이 해부한다.

칼이 물체를 반으로 가르는 행위는 마술이 아니라 응력(Stress)을 가해 물체의 분자 결합을 강제로 끊어내는 물리 현상이다. 두 절삭 방식은 이 응력을 전달하는 벡터(방향)가 다르다.
수직으로 칼날을 누를 때, 절삭력은 오직 날 끝이 접촉하는 미세한 면적에 집중되는 압력(Pressure = Force / Area)에 의해 결정된다. 날 끝이 현미경 단위에서 거울처럼 얇고 매끄러울수록(Area가 0에 수렴할수록) 무한대에 가까운 압력이 발생하여 대상의 섬유질을 깨끗하게 쪼개고 파고든다. 나무를 깎는 우드 카빙이나, 수염을 깎는 면도칼(Straight Razor)이 대표적인 푸시 컷의 영역이다. 마찰을 이용하지 않으므로 날 끝의 순수한 **'예리함(Sharpness)'**이 성능의 100%를 좌우한다.
토마토 껍질이나 로프, 질긴 고기를 썰 때는 수직으로 누르기만 해서는 잘 썰리지 않고 짓눌리기만 한다. 이때 칼을 앞뒤로 당기거나 밀면 칼날 표면에 존재하는 미세한 톱니들이 물체의 표면을 긁고 지나가며 전단 응력Shear Stress: 물체의 어떤 단면에 평행하게 작용하여, 물체를 미끄러지듯 절단하려는 응력. 슬라이스 컷에서 핵심적인 파괴 메커니즘으로 작용한다.을 발생시킨다. 미세한 요철들이 섬유질을 하나하나 '잡아채어 뜯어내는(Catch and Tear)' 방식이다. 즉, 슬라이스 컷에서는 거울 같은 매끄러움보다 마찰력을 발생시킬 수 있는 '미세한 톱니'가 필수적이다.
이러한 역학적 차이 때문에, 칼을 연마하는 숫돌의 입도(Grit) 선택은 칼의 직업을 결정하는 중대한 공학적 세팅이 된다.
400방에서 1000방 사이의 비교적 거친 숫돌에서 연마를 멈추면, 날 끝에는 육안으로는 보이지 않지만 금속 현미경으로 관찰했을 때 수많은 산과 계곡이 이어진 마이크로 서레이션Micro-serration: 낮은 방수의 연마재로 인해 날 끝(Apex)에 형성된 미세한 톱니바퀴 형태의 요철. 질긴 물체를 찢어내는 슬라이스 컷에 탁월한 성능을 발휘한다.이 남게 된다. 이 거친 톱니들은 밧줄, 가죽, 질긴 채소나 고기의 섬유질을 무자비하게 뜯어내며 극강의 슬라이싱 퍼포먼스를 보여준다. 택티컬 나이프나 험한 아웃도어 칼에 굳이 수천 방의 고운 연마를 하지 않는 이유가 바로 이 거친 날의 폭력적인 파괴력을 활용하기 위함이다.
반대로 3000방, 6000방을 넘어 10000방 이상의 초고운 숫돌로 연마하고, 가죽에 긁어내는 스트로핑Stropping: 가죽이나 천 표면에 미세한 연마재(컴파운드)를 발라 칼날을 긁어내며 버(Burr)를 제거하고 날 끝을 거울처럼 매끄럽게 폴리싱(Polishing)하는 마무리 공정.까지 거치면 마이크로 서레이션은 완전히 깎여나가고 거울처럼 빛나는 평활한 날 끝(Mirror Edge)이 탄생한다. 톱니가 없으므로 로프를 썰 때는 오히려 미끄러지며 안 든다고 느낄 수 있다. 하지만 종이를 자르거나 피부의 털을 밀어낼 때, 목재를 얇게 저며낼 때는 쐐기 효과가 극대화되어 저항 없이 압도적인 푸시 컷 성능을 발휘한다.
연마 방수만으로 모든 것이 통제된다면 누구나 완벽한 칼을 세팅할 수 있을 것이다. 하지만 여기서 칼의 뼈대, 즉 강재의 금속학적 태생이 개입한다. 바로 합금 내부의 단단한 결합물인 카바이드Carbide: 탄소와 크롬, 바나듐 등 합금 원소가 결합하여 형성된 매우 단단한 입자. 강재의 내마모성과 경도를 높여주지만, 너무 크면 날이 깨지는 원인이 된다.의 크기다.
전통적인 잉곳 방식으로 쇳물을 굳힌 D2나 440C 같은 강재는 크롬과 탄소가 뭉쳐 거대한 카바이드 덩어리를 형성한다. 이 거대한 바위 같은 탄화물은 거친 날(Toothy Edge)을 오랫동안 유지하는 데는 탁월하다. 하지만 극단적인 푸시 컷을 위해 8000방 이상으로 얇고 매끄럽게 갈아내려 하면, 날 끝의 임계 두께보다 카바이드 덩어리가 더 커져버려 연마 도중이나 실사용 시 카바이드가 툭툭 떨어져 나가는 미세한 이빠짐(Micro-chipping) 현상이 발생한다. 즉, 태생적으로 완벽한 Polished Edge를 가질 수 없는 구조다.
반면 M390, 마그나컷(MagnaCut) 같은 첨단 분말야금Powder Metallurgy (CPM): 쇳물을 미세한 가루로 분사하여 급속 냉각시킨 뒤 고온고압으로 다시 뭉쳐내는 현대 야금학 기술. 카바이드의 입자를 극도로 작고 고르게 분포시키는 것이 핵심이다. 강재는 카바이드 입자가 먼지처럼 작고 균일하게 분포되어 있다. 입자가 미세하기 때문에 아무리 얇고 매끄러운 날(Polished Edge)을 세워도 카바이드가 뜯겨나가지 않고 날 끝의 예리함을 완벽하게 지지해 낸다. 동시에 단단한 바나듐/니오븀 카바이드들이 촘촘히 박혀 있어, 거친 날(Toothy Edge)로 세팅했을 때도 마이크로 톱니가 마모되지 않고 무자비한 슬라이스 컷 유지력을 보여준다. 어떤 세팅에서도 무너지지 않는 공학적 완전체인 것이다.
칼이 둔해졌다고 무작정 가장 비싸고 고운 숫돌로 며칠 밤낮을 연마하여 거울 같은 날을 만드는 것은 공학적으로 어리석은 짓이다. 당신이 주로 잡는 대상이 도마 위에서 앞뒤로 썰어내는 고기와 채소, 혹은 캠핑장의 질긴 로프라면 1000방 수준의 거친 톱니(Toothy) 세팅이 압도적으로 유리하다. 반면, 나무를 밀어서 깎거나 정밀한 조각을 하는 등 푸시 컷이 주가 된다면 고방수의 매끄러운 폴리싱(Polished) 엣지로 마찰을 극소화해야 한다.
강재의 성질(카바이드 크기와 인성)을 이해하고, 자신의 절삭 역학(푸시 컷 vs 슬라이스 컷)을 정확히 파악하여 그 접점에 맞는 연마 방수(Grit)를 찾아내는 것. 그것이야말로 날붙이라는 쇳덩어리에 숨결을 불어넣고 진정한 생명력을 부여하는 'Blade Structure Lab'의 진정한 엔지니어링이다.
[🔗 연구소 내부 리포트 다시 보기]
'강재 · 열처리' 카테고리의 다른 글
| [Deep Dive] 무광 마감의 역설: 샌드블라스팅이 부식을 부르는 화학적 이유 (0) | 2026.05.26 |
|---|---|
| [표면공학] 전압이 만드는 색채의 마법: 티타늄 아노다이징(Anodizing)의 전기화학 (0) | 2026.05.26 |
| [Blade Lab] 도검 풀러(Fuller) 기하학: 피홈의 전설을 논파하는 질량 제어 시스템 (0) | 2026.05.19 |
| [Deep Dive] 파괴 불능의 뼈대: CPM 3V의 극한 인성과 야금학적 해부 (0) | 2026.05.18 |
| [Deep Dive] 하이엔드 강재의 절대 제왕: M390 슈퍼 스틸의 금속공학적 해부 (0) | 2026.05.16 |



